Решил возобновить утраченную тему. Есть кое что показать интересного достопочтенной публике.
Для связи со мной имеются следующие варианты:
-собственно тут либо в КП,
-телефон хххххх (если не отвечаю значит еду либо работаю. Звоните еще. Тлф выключен с 1:30 по 8:00)
-по этому же номеру кацапвацап,
-все туда же вибершмибер,
-электропочта 810340 гав рамблер ру,
-из соцсетей ФК https://vk.com/interceptorimz
-галактика Млечный Путь, планета ЗеМля, Евразия, Российская Федерация, Краснодарский край, Кавказский район,г. Кропоткин
- 45.4&lon=40.5&z=
Сразу же по доставке.
В моем городе имеется ТК ЖДЭ и ПЭК. Без проблем отправка/доставка.
Напротив меня отделение почтовой связи. Без проблем(но дольше)
В соседнем Армавире есть еще ТК КИТ, ДЛ (75км) Возможна доставка оттуда по предварительному согласованию.

Пост про цены.
Решил разделить работы на несколько уровней.
STAGE 1.
"Типовой" стандартный минимально возможный объём работ.
Входит:
-мойка,
-разборка,
-дефектовка,
-закупка необходимых зч(комплектация оговаривается зараннее с Заказчиком),
-беготня по станочникам, мойка, промер, сборка, прирезка, притирка, мойка, сборка, выставление преднатяга, упаковка и тд и тп..
Уберу явные огрехи литья шаровыми фрезами на сопряжении седла/тела головки (не путать с полноценной расточкой каналов!)
На запрессовку направляющих(предпочитаю доработанные бронзовые БМВ) дам гарантию полгода без ограничения пробега.
С условием того что не предпринимался ранее неквалифицированный ремонт, отсутствия трещин в посадочных, и двигатель эксплуатируется в "гражданских" не гоночных условиях работы, отстстствия перегрева.
Стоимость работ 3000р.
Стоимость за ПАРУ ГОЛОВ. Кто еще раз спросит про стоимость за одну или за пару то это будет стоимость ЗА ОДНУ ГОЛОВКУ!
Рекомендую правку плоскости прилегания головки к цилиндру особенно для 650сс голов.
Разом можно увеличить ст. сж. на оговоренную величину.
Стоимость правки 600р/пара для 650сс.
STAGE 2.
Замена седел:
-извлечение старых,
-промер и заказ токарю новых седел из металлокерамики(стоимость заготовок и услуги токаря оплачиваются отдельно),
-собственно запрессовка новых седел с соблюдением натягов.
На запрессованные седла дам гарантию год без ограничения пробега.
С условием что головы не "подвал", отсутствует неквалифицированный "ремонт" и не было адских перегревов двигателя!
Стоимость работ 2000р
STAGE 3.
Расточка каналов ака портинг.
Степень расточки оговаривается однако смысл экстримально растачивать каналы смысла огромного нет если только не для Бонневиля двигатель.
На впуске велика вероятность пропилиться в полость клапанной крышки, а на выпуске ограничивает пропускную способность газонаправляющее кольцо(можно удалить).
Даю гарантию на герметичность каналов при отсутствии пор и скрытых дефектов-трещин. Если канал "вскроется" по моей неосторожности приму меры по устранению недоразумения за свои счет.
Канал после фрезы заглаживается наждачным кругом(не до зеркала, не стоит ожидать).
На посадку направляющих втулок/седел гарантия распространяется из предыдущих этапов работ.
Стоимость работ начинается от 2000р
STAGE 4.
Ремонт свечного отверстия вынужден выделить отдельно.
Входит рассверливание отверстия(для 650 часто приходится корректировать положение - отводить в сторону чтобы не "попасть" в седло клапана), нарезание неполной резьбы, обезжиривание и установка с метровым воротком стального "ввертыша". Для самоуспокоения намажу качественным фиксатором резьбы и обязательно(!!!) изнутри по возможности развальцую выступающую часть и обработаю шаровыми фрезами. Стараюсь так же делать в алюминиевом теле "лыску" и расклепать стальной "ввертыш" в неё.
Гарантий никаких.
Как говорится "Гарантию не даю но и халяву не делаю" (С) я.
Стоимость работ 1000р
Стоимость прочих "сторонних" работ некоторых:
-правка плоскости прилегания ГБЦ 650сс 300р/шт(любой обьем снимаемого металла)
-правка плоскости прилегания ГБЦ 750сс от 600р/шт(плоскошлиф - "как_чисто")
-пескоструйная чистка от 1000р/пара(в теплое время года) + окраска(оговаривается)
-расточка цилиндров под 79мм 2000/пара.
-правка плоскостей цилиндров 1000р.
Возможны иные работы вплоть до полного кап. ремонта двигателя ИМЗ и иных агрегатов с последующим запуском на стенде, предварительными настройками и обкаткой.
Например есть выход на неплохого расточника.
Возможна и гильзовка. Для примера гильзовка 750х цилиндров выходила менее 5000 с расточкой(при наличии стандартной заготовки гильзы).
Рассчитываю добавить новую услугу по чистке деталей.
По умолчанию это пескоструй(нежная обработка мелким "песком" на низком давлении не уродуя металл) и планирую запустить стеклоструй.
Все работы не скрываю, ознакамливаю Заказчика с ходом выполнения работ(самое удобное - посредством мессендждеров), трудностях, проблемах и достижениях.
Сроки всегда оговариваются одним из первых условий.
Все относится к 01.01.2019г.
Про полемику установки на выпуск меньших клапанов. Например иноклапан 33мм на выпуск 650.
Можно. Но надо изготовить спец седло. Металлокерамика.
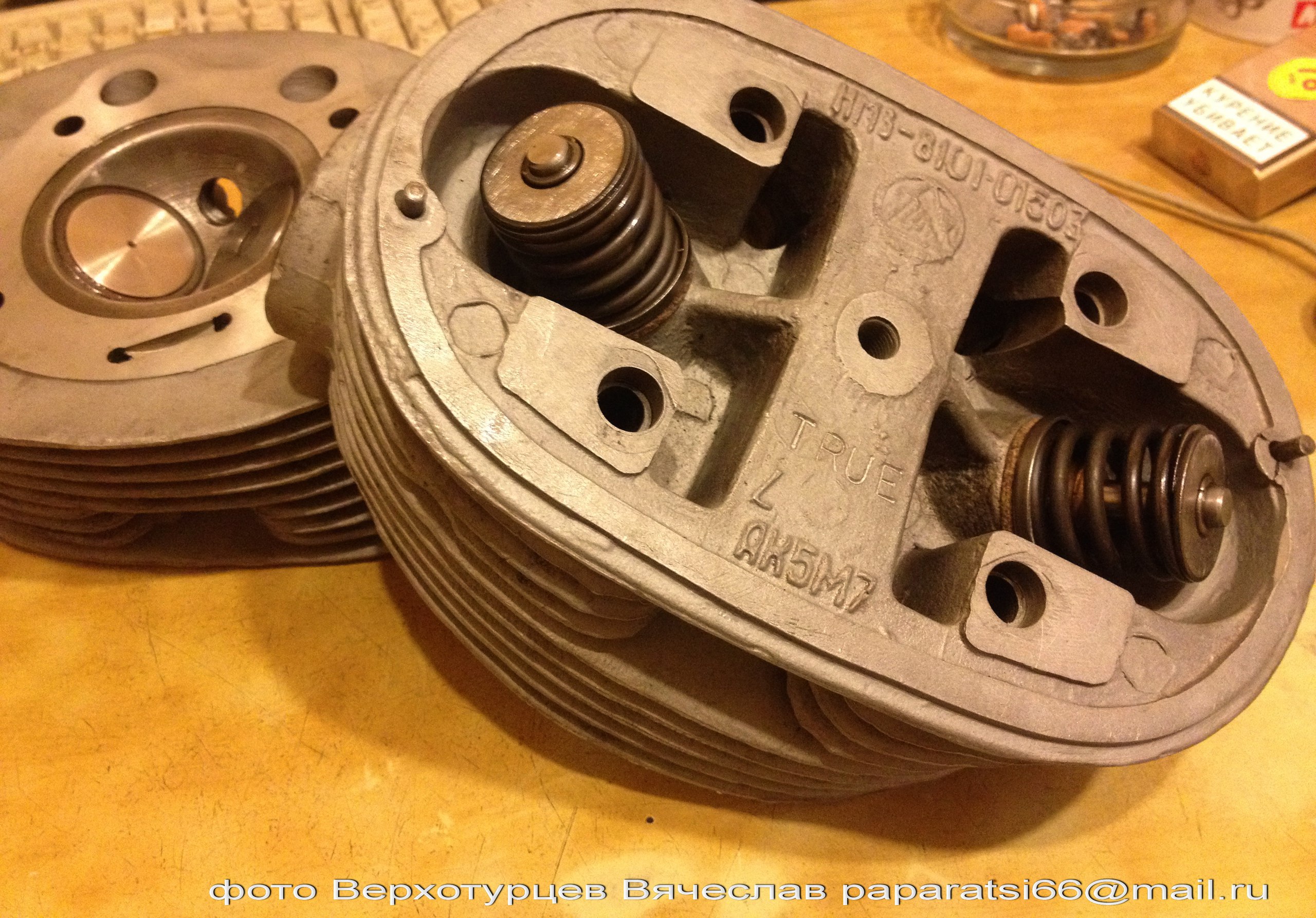
Напомню номера пружин/тарелок 2108.
Вымыто разложено пред сборкой. По итогу после промера преднатяга осталось на впуске одна новая внешняя пружина а на выпуске пара БУ.
Почищено. Для "умников" кричащих что я убил посадку - это не правда. Канал расширен в месте выхода направляющей сложнопространственно больше овалом в обход посадки направляющей. Надежность посадки гарантирую пожизненно.
Всегда при установке чужеродных деталей проверяйте этот нюанс!
Допускается обработка тарелок 2108. В прошлой теме были подробные фото. Снимается несколько грамм совершенно безболезненно.
Выпускное седл с заужением. В канале ступеньки ортсутсвуют. Канал плавный. Производительности 33мм клапана для 650сс предостаточно.
Отличный результат может дать установка с данным выпускным клапаном впуска 39,5. Полюс дополнительно обточить клапаны. При всех заводских деталях можно увеличить производительность не пожертвовав ресурсом. Даже наоборот! Ресурс огромен!
какой-же ты молодец
А у тебя не осталось старых сообщений? Там было много полезной информации.
Да было много.. Восстанавливать лень.
У меня нету.
А можешь подсказать внутренний размер выпускного седла в узкой части, а то лень ждать клапаны заказанные)
Какого именно седла? Под 33 мм клапан?
Не помню)))
Да, именно его. Ладно дождусь клапанов тогда своих)
ну елыпалы! На 1,5-2мм меньше родного седла
Вот нашёл часть старой темы:
https://web.archive.org/web/20160829081541/http://oppozit.ru/post_100091...
лучше перекопипасть сюда. а не ссылкой.
interceptor, подскажи как очищал головки?
На моих головках 30-летний оксид. Как сие очистить наиболее безболезненно?
Цилиндры (чугун) отпескоструил и покрасил, а головки теперь на их фоне не ТРУ.
Песок с особой формой обработки выверенной годами.
Причем я использую только один "сорт" "песка".
Понятно. Спасибо. Собственного пескоструя у меня нет - своими силами не получится.
Надеялся, что, быть может, применял какой-то чисто химический способ очистки.
Заказал новый вид химии для мойки.
По заверениям деталь замачивается на полтора часа в нагретую до 60 градусов воду в определенной пропорции с концетратом самой химии. По слухам отмывает даже нагар. Интересно.
Комплектую еще пару головок 650 на всех ништяках для очень хорошего человека. Пробег на них обещает быть впечатляющим!!!


Изготовил оснастку для 7мм клапанов. Скоро будет первая пара качественных головок 750 с 7мм ино клапанами!
Да уж,помимо того что красиво,ещё и техно!!!
Сделано годно. Дешево, надежно.
Первые головы с 7мм клапанами готовы.


Клапана ИМЗ, между прочим, импортные и высокого очень качества!
ИМЗ 7мм клапана прекрасно уживаются с ВАЗ 2112 верхними тарелками и пружинами.
Имеется 7мм оправки теперь и для замены седел.
Так же полностью отработана технология установки 33мм клапанов в спец седло.


Клапан между прочим тоже приходится не слабо дорабатывать - делать его более Т-образным из тюльпанообразного и обтачивать тарелку. Облегчение.
Лично мне больше по нраву установка 35мм укороченных клапанов под импортные качественные FEBI сухари. Клапан этот подороже но очень высокого качества! Так же обтачивается тарелка для облегчения(запас огромный)


Готовая для отправки продукция.
По умолчанию преднатяг задаю для впускного клапана несколько менее 30кг. Для выпускного более.
В данном случае получилось на впуске одна новая внешняя 2108 пружина а на выпуске внешняя бу а внутренняя новая.
"Прелесть" БУ пружин в том что они не так быстро потеряют свою жесткость и несколько "слабее" новых а вовсе не экономия.
А вот левая пара 650 голов с легким 33 клапаном и для спокойного передвижения. Заказчик попросил "стоковое" усилие запирания клапанов ибо 650 ГРМ уже не торт. Изношен.
В результате остановился на выпуске одна внеш 2108 пружина а на впуске одна БУ 2108 пружина и под всеми нижними тарелками новые еще СССРовские термошайбы КМЗ 2мм.
Круто. Тебе надо рекламой заниматься. )
Уважуха вам МАСТЕР,мало того что всё тенично,так вы ещё и перфектционист в эстетике,это два раза УВАЖУХА.
На одном из фото есть головка с сорванной резьбой под свечу. Хотелось бы узнать как восстанавливаете.
Под СВЕЧКУ?
Пардон нет тут таких. Есть сорванная резьба под шпильку крепления крышки головки. Но там оговоренно было что заказчик сам отремонтирует.
А вообще в подобных случаях перерезаю на М10 под "ремонтную" шпильку.
А вот сорванную свечную резьбу отремонтировать могу но не хочу. Геморно очень и к сожалению нельзя дать 100% гарантию.
Технология вкратце такая: расверливается отверстие(а часто рядом седло и приходится напильником смещать цент отверстия в сторону), проходится метчиком номер 1 и наполовину номер 2. Резьба получается не полная.
Саму "футорку" заказывал токарю из стали с определенными размерами, зенкованную.
Вворачивается в обезжиренную резьбу с фиксатором резьбы(самоуспокоение) метровым воротком.
Изнутри со стороны КС обрабатывается шарошкой выступающий металл и расклепывается. А! Забыл под расклеп изготавливается лыска в алюминии.
Потом финишно изнутри КС обрабатывается/шлифуется.
Мы под свечку резьбы тоже примерно так и восстанавливали, делали не только со стали, ещё с латуни пробовали. Вполне ездабельно. Токарь нужен нормальный :). Ещё делали ввёртышы с шестигранника, но только уже под свечи с длинной резьбой. Это пожалуй самый простой и доступный вариант. Делали на 18 (раньше свечи такие были)...
По поводу замены направляющих/седел.
Есть две возможности добиться легкой посадки разносортных материалов.
Охладить направляющую либо нагреть голову.
Прежде всего о нагреве.
Проще в внезаводских условиях разумеется нагреть алюминиевую деталь чем плясать с жидким азотом.
Сжиженый азот на самом деле могу купить и он довольно не дорог но проблема его "хранить" и даже транспортировать.
Потому нагрев.
Котов рекомендует для замены направляющих прогревать голову до 200 градусов Цельсия а для замены седел 380-400! (Натяг 0,25!!!)
Важно добиться разницы температур порядка 200-300 градусов. Проще и эффективнее негревать более обьемное, более расширяемое тело.
Потому голову нагреваем. А впрессовываемую деталь охлаждаем.
Бытовой морозильник -18°C
Спец тюбики "замораживатели" типа ликвимоли (максимум до -45°С)
Точка кипения пропана - 42,1°C
температура кипения азота -195,8 °C ЫЫЫыыыыыыы
При правильном градиенте температуры 200-300 °C градусов деталь устанавливается силой пары пальцев и крепко "схватывается" при прогреве.
..головы для очень торопливого товарища как пример достаточного портинга:




Правка плоскости:


В данном случае снять 0,35мм. Обычно сниаю 0,5мм по АТ.
Как то раз под сток поршни снял по просьбе заказчика(вернее по собственной инициативе "поджать" сток мотор) сняли 2мм с голов. Пришлось править цековки на поршнях даже. Компрессия была порядка 10кГ на сток ЦПГ!)))
Для быстрого охлаждения деталей можно использовать углекислотный огнетушитель.
Температура кипения CO2 -78 *С
Можно. Но только в теории.
Устриц ел.
Не очень то это и удобно мягко говоря.
Интересно как головы в кулачках зажимал)Я делал планшайбу со шпильками чуть короче чем высота головки,чтоб не выступали.Поджимал центром задней бабки через блин для ровности.Ну и оборотов так 100-150 на малой подачке идеально чисто получилось.Станок маленький ижевский,бошки едва за станину не цепляли.Снимал где то 1,4 на одной и 0,9 на другой(объём КС разный был)Но всё равно на одной башке ст.сж. на десятые доли больше получилась.Прокладки медные по 0,4 мм,так что пришлось ещё бормашинкой шаманить,поршни чуть упирались.
на Литре головы переберешь? )))
Пашк, да конечно сделаю!
Только могут быть проблемы в подборе комплектующих. Зараннее в ВК скинь всю инфу - попробую что либо подобрать.
Прежде всего надо знать диаметр тарелок клапанов. Или там потроха от 750сс?
ИНСТРУКЦИЯ ПО УСТАНОВКЕ ГОЛОВКИ НА ДВИГАТЕЛЬ!!!
Казалось бы чего уж проще накинуть на 4 шпильки голову не забыв прокладку(а на 750сс двигателе и 8.104 еще и правильно ее соориентировав))), одеть коромысла с штангами и крути гайки 36нМ крест на крест.
Однако и тут есть нюансы!!!
Первое - иногда прокладка по отверстиям под шпильки "провисает" под действием силы тяжести и будучи прижатой головкой как есть становится не соосно с отверстиями цилиндра/головки. Тут иногда надо проявить изобретательность и поправить прокладку, сопоставить по отверстиям.
750сс 8.106 и 8.104 моторы тут в выигрыше - у них все детали центрируются втулками.
Второе - иногда при установке штанг они попадают не в лунку толкателя/рег.болта а на край и при притягивании головы насильно клапана запросто могут погнуть друг друга!
Либо даже при установке головы в такте продувки например...
Тут решение простое - контролировать посадку штанги в лунку толкателя(я смазываю консистентной смазкой и "прилепляю" ее), вывинчивать рег.болты на максимум и собирать все в такте сжатия.
Гарантийным подобный случай НЕ ПРИЗНАЮ!
Третье - мало кто знает и вообще не задумывается что можно отрегулировать положение носка толкателя относительно клапана(выставить "попадание" в центр и исключить "расшатывание" стебля клапана коромыслом) и даже в некоторых пределах регулировать вертикальный люфт коромысел тем самым уменьшая посторонние звуки от этого механизма!

Гарантийным подобный случай НЕ ПРИЗНАЮ!
Про затяжку гаек головки крест накрест положенным моментом итоговым в несколько заходов я молчу уже...
Если используются металлпаранит прокладки с металличесским кольцом(да и любые другие) необходимо протягивать гайки положенным моментом несколько раз в течение первых часов работы двигателя(на холодную разумеется).
Толстые паранит прокладки усаживаются после первых прогревов и весьма значительно. Требуется обязательно подтяжка иначе прогорит. Обязательно прогорит!
Гарантийным подобный случай НЕ ПРИЗНАЮ!
Алюминиевые заводские ИМЗ прокладки разумеется в меньшей степени "садятся" но и то после первых минут работы двигателя я обязательно проверяю затяжку гаек.
Положенные по Котову 36Нм выдерживают далеко не каждые шпильки но я применяю качественные детали. Проблем в данном месте не имею ни я ни пои клиенты.
По поводу регулировки положения коромысел все хочу написать.. В прошлой теме было...
Как собирают 650 "мотор" "колхозники"?
Правильно - нанизывают на шпильки прокладку, накидывают голову, насаживают как попало коромысла, хорошо если не забыв штанги и установив их правильно в углубления толкателя(см. прошлый пост), прикручивают гаечки, затягивают все рожковым разогнутым ключиком "на 12" и алга. Вперед возить тонну навоза....
Не все знают что тут есть еще способы регулировки взаимного положения деталей!
Как минимум в 650 коромыслах есть возможность регулировки вертикального зазора. А еще положение носка коромысла относительно клапана.
Производится следующим образом если "по-колхозному" или "по-дорожному":
Несколько ослабляются гайки крепления головки. Теперь надо сжать до определенного предела опорные стойки коромысла, поджав тем самым пружинную шайбу.
Регулировка положения носка коромысла производится похожим способом но сдвигая коромысло лево/право и верх/низ. У любого коромысла есть некоторая свобода перемещения. Обычно этого хватает.
Если не хватит - то правка коромысла. Это уже в другой серии...
ПС. Был бы тут представитель завода ИМЗ он бы рассказал интересную историю про "молоточек" на конвеере ИМЗ ;-)
Купил норвые коромысла.
Расскажу про коромысла.
Были собраны кое как и криво. Пришлось собирать как положенои паралельно немного доработать маслоподачу.
Впрочем по фото все понятнои так. Все надо дорабатывать...
src="https://pp.userapi.com/c840739/v840739081/eb9d/fpKfTKF4bdQ.jpg" class="align-c" title="фотка для oppozit.ru" alt="фотка для oppozit.ru" />
Дорабатываем и собираем правильно:
Результат - какая никакая подача масла в зону трения. На новых коромыслах странная втулка. Либо металлокерамика либо чугун.
Тем временем на сборке головки М61!




Очень качестченные отливки! ХорошаЯ геометрия! Отличная повторяемость!
Седла с натягом "каквсегда" 0,27мм сели оччччень туго. Сплав алюминиевый явно плотнеее чем на современных.
Видимо тогда действительно делали Качественно!
Особенность - 35мм клапана "по кругу". Стебель теперь 8мм. Бронза, мк, авто пружины сухари и тд...
Задачи форсировки не стояло потому каналы особо не трогал. Фаска на "гражданском" месте расположена на клапане что есть небольшой минус к производителоьности канала но плюс в ресурсе.
Готовы те самые головки с 7мм ИМЗ клапанами(на самом деле импортные и прекрасного качества клапана)

7мм клапана с родными сухариками замечательно подружились с 2112 верхними тарелками и ихними же пружинами клапанов с выставленным преднатягом.

У этих головок интересная история ремонта. Начал их делать человек весьма и весьма грамотный в металлообработке и в механике вообще. Изготовил сам замечательные направвляющие из ядренейшей(!!!) бронзы, запрессовал их аккуартно и плотно а вот с седлами не задалось.. И когда он окончательно убил родные остатки седел головки попали ко мне.
Работы осложнялись нежеланием заказчика вынимать уже запрессованные направляющие.
По итогу конфиг: седла МК натяг 0,27мм, клапана 7мм с сухарями от ИМЗ, верх тарелка доработанная 2112, пружина 2112, низ тарелка ИМЗ сток, проставка теплоизодлирующая под нижней тарелкой КМЗ.
Плоскости правлены на плоско-шлифовальном станке. В токарном 750 головки не выходят(
Намедни довелось испытать такую штуку(штука - FORCE, не реклама):

Признаться, сперва относился скептически но удалось добиться неплохих результатов для БУ цилиндров:


Итог: на цилиндрах поправлена "база" как снизу так и сверху, вернее сперва выполненна "база" снизу цилиндра учитывая перпендекулярность и уже от этой базы выровненна верхняя плоскость.
Надо обязательно править при ремонте чугунки. Кривизна и тут увы(
Ах да, поправлен конус на гильзе для посадки колец) Размер тут 79,4мм под АТ ранних выпусков.
Цилиндры отпескоструены, окрашены термостойкой эмалью и запечены.
Хорошая штука. Давно пользую, но только от JTC.
Единственное надо хорошо вымыть после обработки оной.
Испытал намедни интересную штуку - ФАБО притрочная финишная паста от ВМП Авто.
ПАСТА ФАБО - принцип работы заключается в образовании бронзовых поясков на седле и клапане. Это обеспечивает наиболее высокую герметичность - 0,97атм, лучший отвод тепла и мягкую работу двигателя.
Клапан садится в седло без лязга и вибраций.
Сходная модель применялась на оригинальных моторах компании ролс-ройс.
Более подробно о эффекте ФАБО -
http://трибо18.рф/produkciya/fabo_finishnaya_antifrikcionnaya_bezabrazivnaya_obrabotka/
В моем случае обрабатывал не сталь/чугун а сталь/металлокерамика поэтому эффект несколько меньший но он определенно имеется:


Притер ФАБО. Головы простояли с керосином часа два. На правой только чуть отпотело.
Головки получил, всё в лучшем виде!


p.s.Масло для мотора тоже, на сезон хватит))
Хорошей теме ап!
Слава! Береги Мотор!
Приезжайте весной 2018 - замену масла организую безвоздмездно! И еще на долив с собой дам))))
И не только масла но и... охлаждающей жаждоутоляющей жидкости ТетиГруши)))
Категорически согласен с предыдущим оратором,качественно долго дорого,я доволен.Спасибо Максиму.
Денис привет! Не сразу узнал тебя)) Узнал по голоавм!
Ну про долго и дорого я бы мог и поспорить.
В каждом конкретно варианте всегда одним из первых вопросом спрашиваю сроки. И если не горит как например тебе или Славе или многим еще то действительно работа может затянуться на месяцы. Однако был недавно товарищ который долго меня трах...мучал вопросами в вк но когда прислал головы то готовы они были дней за 10 и это с учетом портинга всех каналов, замены всех седел, тщательнейшем пескоструе, куче работы у токаря и тд. Полный фарш в общем.
А на счет ДОРОГО.. пф.. да пожалуста! Узнай сколько стоит замена хотя бы ОДНОГО седла в приличных СТО с гарантией ;-)
Когда стоимость "ремонта"(а зачастую даже не реставрациии а восстановления) выходит в пару пар новодельных "головок" полуподвальных то надо уточнять сколько финансов ушло на закупку комплектующих и работу очень квалифицированного токаря. Да, токарку я отдаю на "аутсорсинг". Проще, быстрее, качественнее но увы чуть дороже для клиента. Зато могу дать гарантию на, например, запресованные седла/направляющие чуть ли не пожизненную при соблюджении условий эксплуатации разумеется.
Запущу свой токарник - смогу несколько сократить итоговую сумму.
На данный момент повторюсь - типовая стоимость работ по ремонту составляет всего 1500р. Полторы тысячи рублей! Остальное - допы.
Максим извини если своими словами я зацепил тебя.Хотел пошутить да видно не удачно,про дорого я имел в виду запчасти,но не как твою работу. Еще раз говорю я всем доволен и рекомендую тов.Interceptora.
Промерил сегодня пружины по усилию сжатия чудо прибором.


 \
\
Замерял ИМЗ новую пружину, 2108 пару новые и бу и пружину 2112.
Выводы интересные. Информации тут на целую статью ну да мне лень)))
На фото новая пружина ВАЗ2108 при сжатии 24,7мм. Усилие в килоньютонах видно. Сходится с папортными параметрами при сжатии и 24,7мм и 33,7мм.
наружная пружина клапана:
высота в свободном состоянии...............45,2 мм;
высота под нагрузкой (26,0+1,7) кгс.......33,7 мм;
высота под нагрузкой (46,2+2,4) кгс.......24,7 мм;
Вообще пружины клапанные ВАЗ качественные.
БУ пружины проседают примерно на 25% в начале сжатия(самое важное - засухаренный клапан) и д гораздо меньше при полном сжатии что не есть хорошо. Клапану так же тяжело открываться но в седле он покоится с меньшим усилием.
Все по результатам измерений.
Бывает и так:


А вот так вышел из положения:


ПС. Между прочим хваленая 750ка)
Пример экстримального портинга.





Головы 750 2006гв предназначены на 833сс двигатель.
Снято с плоскости прилегания 2мм. Каналы увеличены максимально возможно.
Фото не передает реального положения дел.
В впускной канал со стороны карбюратора 35мм шар входит на полтора своего диаметра. Со стороны седла до прилива направляющей и ощутимо болтается.
В месте выхода направляющей канал расширяется в стороны плавно обходя выступающую часть направляющей.
Выпуск так вообще можно еще точить и точить но нет особого смысла. Производительность канала выпуска и так достаточна(если не сказать излишна для 750сс).
Готовь сани летом а мотоцикл зимой(осенью!)! Но не в последние предесезонные месяцы все разом!

Прорабатывается возможность установки увеличенного(44мм но обточенный до 42-43мм) впускного клапана в 750 голову. Хром стебель!
На фото 44мм 30град впуск рядом с выпускным 38мм МАХЛЬ 45град




И да, сголов снято 2мм. Каналы расточены почти экстремально. Головы на 833сс.
ПС. Подобрал 7мм клапана на 750. Впуск 42мм БМВ выпуск еще в пути(на фото рядом с выпускным 36мм). Стебель не хром что под металлокерамичесские направляющие втулки будет самое то.

Сухари 7мм дружащие с 2112 тарелкойс вменяемой стоимостью 01014 FEBI
Готовы 650 головы с 7мм клапанами.
Клапана 39.5/33мм.
Клапана, можно сказать, без переделок, однако пришлось на выпускных "заострить тюльпан" чтобы был гарантировый зазор между конусом тюльпана и торцом направляющей даже при изнсое седла.
По комплектующим - клапана номера есть в моей теме.
Направляющие были изготовлены из БрБ2 и присланы мне. Как и головы пришли уже с замененными седлами. Нюансы и проблемы обговорены с заказчиком. Так например седла вынимались варварским способом - затронута посадка. А направляющие при всей клятвенности Изготовителя что это именно БрБ2 я подверг сомнению. Обрабатываются как самая бытовая латунь. Очень(!) мягкие. И даже после процедура закалки/отпуска/искуственного старения изменив цвет кардинально свойств направляющие не изменили.
Может БрБ2 так и ведет себя? Честно, ранее не работал именно с БрБ.
Пружины и верхние тарелки(облегченные) пришлось устанавливать 2112(кстати отличное качество у них и "дружат" со стандартными сухарями) а не присланные титановые(!).
Преднатяг 30-33кг что для более легких тарелок/пружин предостаточно.
слежу за темой, сейчас сам озадачен ремонтом голов 650. Все вроде понятно и по направляйкам и по сухарям и впуск заказал. Все 8мм стержень. А вот с выпускными клапанами пока неясность.
и в догонку маслосьемные колпачки на головы, что на фото выше, а подниматься уровень масла в головах будет? или они будут на сухую тереть?
Dmitry B ты? Дмитрий Быков?
А с выпуском на 650.. Готового нет. Есть три варианта:
-ставить 33мм подходящий по длине клапан с заменой седла;
-укорачивать 35.1 мм клапан по длине со стороны стебля;
-обтачивать 38мм выпускной клапан до 35мм по тарелке. После токарки по хорошему править геометрию тарелки и шлифовать рабочую фаску.
Все варианты опробовал лично. Остановился на втором.
По маслосъемным колпачкам я лично не советую их установку в обычный двигатель. Ставлю только если Заказчик пожелает предупреждая о последствиях. Ну и в жидкостный 104 себе поставил их)))
С другой стороны на новых 750 уралах головы прекрасно выхаживают полсотни ткм что довольно таки уже показательно! А там и очень жесткие пружины клапанные(очень!) и маслосъемные колпаки и направляющие чугун(или металлокерамика) и никакого доп охлаждения/полива в головах. Факт.