Алгоритм расточки на примере 750сс

на сайте:
май-15
нахождение:
Москва
|
|
|
25-12-20 15:31
|
|
Товарищи, я тут собрался ремонтировать ЦПГ, и нахватался разной инфы с разных тем форума. Итак, дано: Действия: Все верно? ЗЫ Спрашиваю потому, что хотел бы продолжить пользоваться мотоциклом ежедневно и без поломок (возможно с дальняками). ЗЫЫ Если такая тема уже есть, то прошу указать на нее карданом, я искал. Честно. |
|
Ну ладно парни, давайте уж мириться. Все погорячились с личностями. Илья прости, за оскорбления. Ни в чем я не преуспел, учиться еще всю жизнь. Модератор тему не чисть плиз. Не хочется чтобы материал пропал. Ну всех с новым годом мужики!!!
С уважением, Махонин Алексей
Ладно, проехали. Ты тоже извини за дерзость... С новым годом!
Втулку ВГШ и бобышки поршня можно и соосно в гаражных условиях развернуть, но при условиях что за ранее будут изготовлены втулки с нужным наружным натягом и внутренним припуском в 1 десятку для последующего разворачивания разжимной разверткой на 21мм, при каждом проходе меняя стороны захода, снимаем сотки, так-же и с бобышками поршня, для АТ, пока поршневой палец не будет плотно проходить через обе бобышки, но здесь уже снимаем микроны, так-что нужен опыт и правильный инструмент
Я бы осторожно это утверждал.
В машиностроении есть понятие СПИД - Станок-Приспособление-Инструмент-Деталь. В идеале жесткость этого произведения должна стремиться к 1. Жесткий станок(нет люфтов в направляющих, затянутые клинья...), Жесткое приспособление(отсутствие люфтов в Тпазах, зажатие прижимов, площади опоры...), Жесткий инструмент( малые вылеты резцов, короткие шпинделя, малые подачи и съемы...), Ну и деталь в нашем случае поршень, тоже не должен быть фольгой.
Только при соблюдении этого условия вы можете получить заданное отверстие с необходимыми параметрами линейных размеров, шероховатостей и тд...
При работе разверткой в нашем случае Станок-руки....ну не самый жесткий элемент, Приспособление-это вообще шатун с заводским осевым люфтом на НГШ в 3 десятки, Инструмент-разжимная развертка ....шарик в ней тоже не самое жесткое звено, Деталь-поршень в этом случае один и тот же.
Именно поэтому я бы не стал рекомендовать разворачивать развертками.
Есть технология прохода отверстия калиброванными шариками(дорнирования), ну могу рассказать про него. Есть свои плюсы.
С уважением, Махонин Алексей
Спору нет, но ручной способ имеет место и в обоих случаях должен быть не маленький опыт
Нуууууууу если только уж совсем в экстремальных условиях.
С уважением, Махонин Алексей
Для бобышек поршней этот метод самый оптимальный, ну а для ВГШ если шатун еще и съемный, то саблюсти соосность с НГШ, только станочным методом
Я бобышки не растачивал никогда, благо современная промышленность позволяет подобрать пальцы практически любого размерного ряда.
С уважением, Махонин Алексей
В машиностроении есть понятие СПИД - Станок-Приспособление-Инструмент-Деталь. В идеале жесткость этого произведения должна стремиться к 1. ....
При работе разверткой в нашем случае Станок-руки....ну не самый жесткий элемент, ....
Именно поэтому я бы не стал рекомендовать разворачивать развертками.
С уважением, Махонин Алексей
Про шабрение тебе что-нибудь известно? Это когда шабером, вручную, снимают минимальный размер металла, подгоняя сопряжения деталей по следам контакта. Между прочим, направляющие станин станков тоже шабрят, вручную. А после на этих станках ловят сотки. Как ты микроны можешь поймать при единичном ремонте ВГШ на станке, для меня загадка конечно.
Опять видосов насмотрелся??? направляющие станин шабрят от безнадеги и безисходности, покажи мне результат контрольной проточки цилиндра на длине хотя бы в 300мм с конусом в сотку. Пришабрить по краске и линейке это еще пол беды, ты сделай так чтобы плоскости направляющих фартука задней бабки и малой продольной были взаимно параллельны, никакой самолет тебе не поможет. А потом у этих драчипут возникает вопрос как так на определенных размерах от патрона начинает конусить? Поэтому заявление про то что ловят сотки после шабрения это заявление голословное.
Если уж очень интересен процесс шабрения то его применить можно в крайних случаях и только на больших плоскошлифах(3л722, 725...итд).
А вообще есть неплохой видос у Димки грандистока на питубе, но опять же многим цифры и практика неинтересны.
Как я ловлю микроны, вас интересует?
Очень просто по калибру, фото выше в теме. Станок и приспособление один раз на всю жизнь выставлены(стол зажат на всю оставшуюся жизнь)) именно на ВГШ, и более ни для чего. Расточная головка долопена, со съемными блоками для разных ВГШ, и ловлю я любой размер который кратен 0.002. Естественно 0.001 я не смогу поймать. Да головка с автоподачей кратностью 0.002. Естественно в цеху постоянная температура 22, деталь выдерживается сутки в цеху, зажим шатуна вы видели какой, это опять же не просто так
С уважением, Махонин Алексей
Ну варианты ручной гаражной развертки мне не подходят ни в каком виде в силу того, что радиус кривизны рук немного не в допуске.
Но все равно спасибо)
Вроде как "семь раз померь-один расточи", не?
Уж что проще, вогнать одно в другое с требуемым зазором, зачем "ромашка гадать, знаю-незнаю".)
нет. померяй-расточи-померяй-отхонингуй-померяй
или
померяй-расточи-померяй-установи гильзу далее по п.1
ключевое слове в твоей фразе "с требуемым зазором", а то потом после 30тысяч будешь утверждать что запчасти гавно урал дерьмо и расточник мудак.
С уважением, Махонин Алексей
Хотелось бы высказаться по поводу оскорблений унижений и прочей ерунды.
Во время прохождения моей трудовой практики на заводе ЗИЛ и ВИЛС, у меня были замечательные наставники, благодаря которым в последующие 20 лет плотной работы на станочном оборудовании, у меня по прежнему 10 пальцев на руках, ни разу в глаза мне не прилетала цветная стружка, под ногтями у меня чисто, волдырей от СОЖ нет.
Наставники мои институты благородных девиц не заканчивали, и нередко прикладывали к моей персоне не только крепкое словцо, но и затрещину, металлическую линейку, за что я им премного благодарен.
Если кто-то на меня тут обижается прошу простить, но цель моя одна, чтобы в голове у интересующего отложилось хоть капля правильного материала основанного на опыте (не только моем).
Если меня за это тут заблокируют, ну чтож... пусть будет так. единственное за что я благодарен этому форуму, так за тех людей с которыми я познакомился благодаря ему. Ну они поймут.
Засим в данной теме разрешите откланяться.
С уважением, Махонин Алексей
Перед троллями-тупезнями бисер....
Кукушка хвалит петуха, за то что хвалит он кукушку...
продолжайте наблюдения
Всем привет, и с новым годом! Если уж тема про ремонт цпг, разрешите спросить в этой теме. Производит ли автотехнология поршни аналогичные 79 только увеличенные до 80мм? Банально для последующего ремонта после уже укатанной 79.
Производит, только не 80, а под первый ремонтный размер, принятый в "жигулевском" моторе- 79,4 мм.
Производят, в том числе и 80.00 с шагом 0.25
Звони напрямую технологу Тимофей +7 926 956 27 53
Да кстати, нашел нашу переписку 2х летней давности.
Ну кто понял поймет)))
С уважением, Махонин Алексей
А для тех кто не понял, добавлю. Достаточно в цеху иметь температуру не +20, а +8 гр.С и фактический истинный размер будет отличаться от измеренного. А если к этому добавиться погрешность давно не проходившего калибровку нутромера или микрометра, по которому этот нутромер выставляют, скажем на 0,01 мм, то вероятность того что зазор будет не таким, какой нужен, значительно возрастает. При этом, если ориентироваться на конкретный поршень, то эти неточности практически не будут иметь никакого значения. Или опять скажешь, что я не прав?)
Хм, какие же кольца использовать на диаметр 80 мм?
Это все знают. Но колхозникам все эти причиндалы-нутромеры не нужны. Они соберут двигун в гараже при +5 и будут худо-бедно ездить. А вообще, при +8 в цеху - это дубак, работать только в верхней теплой одежде, но она сковывает движения и не удобна. Для измерений при сборке моторов вполне подходит нутрометр или микрометр 2-го класса точности с погрешностью 4 микрон. Для измерений на производстве вполне подходит микрометр с ценой деления уже не сотки, а тысячные миллиметра. Потому что погрешность измерения должна быть в несколько раз меньше допуска на размер. При допуске на размер 0,05-0,25 нужен микрометр с ценой деления 0,01 мм. При допуске на размер 0,01 - 0,005 мм нужен микрометр с ценой деления 0,002 мм.
И на твой пост уже отвечал, еще в том году))). В нашем млторе зазар с тремя значащими цифрами после запятой только в ВГШ. Для всего остального обычный ИЧ.
С уважением, Махонин Алексей
Про поверки и температурный режим я уже писал выше в своих сообщениях, не копипасть меня), про методику измерения погрешностей и как с ними бороться тоже. Кольца мазда. Артикул после 15 числа, как до цеха доберусь.
С уважением, Махонин Алексей
Ты писал про ошибки измерения, когда цифры путаются, и я пишу про ошибки измерения, но уже по другой причине. Никакого отношения к относительной погрешности ни тот, ни другой случай не имеют. Как с этим бороться вопрос другой. Но опять ты уходишь от прямого ответа. Может быть на практике подобный случай (уже не спрашиваю, был ли подобный случай у тебя, потому что ответ предсказуем)?
Между прочим, из твоей переписки, насколько я понял, комплект поршеней у тебя был, тебе нужно было сделать несколько пар цилиндров, с одинаковым размером. Это уже совсем другое дело, нежели отдать расточнику одни цилиндры и попросить их расточить с зазором к поршням, которых у него не будет, а размеры ты можешь сам привести ошибочные.
Не очень понял, что имелось в виду. У меня задача следующая, за квартал набирается ы среднем от 8 до 20 пар цилиндров, ну и я все эти цилиндры растачиваю и хонингую за 1 раз, под группу А, без поршней. И раздаю заказчикам, а они уже сами поршня покупают.
Когда приходит цилиндр после автотехнологии, после 79,xx , приходиться его мерять дабы выяснить группу, и под какой размер его точить.
Давай будем грамотными и называть вещи своими именами, в измерениях есть понятие погрешности Измерения.
Про погрешности я писал выше. Любая их этих 2х погрешностей уже в свою очередь является характеристикой точности конкретно этого измерения.
Когда цифры путаются, это самый простой вариант, надо прекращать измерения и идти отдыхать.
И таким образом поле действительного размера увеличивается по три уже сотки на сторону от действительного размера.
Это различие надеюсь понятно.
Теперь про поршни АТ
Размер через сотку и sp0.09 выбранны далеко не случайно. Только при этом размере мы попадаем в заве домо безопасный интервал теплового зазора от8 соток до десятки. И данные поршни имеют отличную повторяемость в ту жжже сотку позволяющую растачивать отверстие попадающие в интересующий нас интервал.
Я так и не увидел в утвердительном предложении никакого вопроса).
Конечно могу, все ошибаются.
С уважением, Махонин Алексей
Имелось ввиду то, что написано выше, под главным постом, вопрос там же.
Когда путаются цифры или сбит (изношен) измерительный прибор, измерения происходят с ошибками, а не погрешностью. Абсолютная погрешность прибора - цена его деления. По индикатору ты можешь засеч отклонение на пол деления, но не можешь точно утверждать к какому числу его отнести - к большему или меньшему. Относительная погрешность величина безразмерная, которая определяется отношением абсолютной погрешности к фактическому размеру. Чем меньше эта погрешность, тем выше точность измерения. Чем меньше размер детали, тем более высокой точности нужен измерительный прибор, чтобы иметь как можно более низкую относительно погрешность её измерения. Поэтому допуск на размер пальцев и бобышек поршней даётся в микрометрах. На практике, даже новые советские поршни, редко имеют одинаковый размер бобышек. Отклонение, в лучшем случае, составляет половину цены деления ИЧ, микрокатора у меня нет. Новодельные, так называемые Ростовские поршни, имеют размер бобышек до 0,05 мм в минус. По АТ все норм.
Предельный износ пальцев, втулок, бобышек допустим по 0,01 мм. Это вполне все вымеряется нутромером и микрометром с погрешностью 0,01 мм. Однако, пробежные моторы, имеют износ втулок и пальцев по 0,03 мм, т.е. в сопряжении зазор более 0,05 мм. И работают! Однажды приходилось ремонтировать ВГШ 409 мотора с износом втулок 0,11...0,12 мм. Поэтому фанатеть по микронам в данном случае не вижу практического смысла. Если износ втулги ВГШ до 0,02...0,03 мм я бы рекомендовал её не менять, тем кто не имеет практического опыта или возможности использования станков, хотя бы токарного. К тому же материал абы какой там тоже не пойдёт, а то что продаётся в магазинах ярко жёлтого цвета, не вызывает уверенности в пригодности.
P.S. Завьялов Виктор (человек в шляпе) как то публиковал статью, в которой подробно расписал, как на бракованных цилиндрах проставлял размерную группу. Как говорится, не верь глазам своим - 7 раз налей, один раз отпей.
С уважением, Махонин Алексей
В этом случае он не пройдет аттестацию, этим прибором нельзя работать, при чем здесь в этом случае ошибки и погрешности.
Это я сделаю элементарно направо плюс, налево минус. А полуслепой не заметит и в сотку отклонение это как раз и есть стахостическая отн. погрешность, но абсолютная его погрешность будет +/-0.01, и естественно она больше поэтому и действительный размер укладывается в этот промежуток, про sp0.09 я уже выше говорил.
Не путай погрешность и точность измерения. Это вообще разные вещи.
Нет у индикатора половины деления шкалы, НЕТ!!!!! Либо + либо - ВСЕ!!!! Все ваши половинки и четвертинки это относительная погрешность, далее см. Выше.
Нет, не вымеряешь нутромером микронную величину, даже если износ будет 0.01, или 0,02 хоть 100500. потому что изначально величина с 3мя значащими цифрами, а ты получаешь с двумя. Это уже из области "и так сойдет", меня так не учили работать.
Это вот вообще No comments!!! Это не подход. Какой бы убогий наш мотор не был изначально , надо пытаться соблюдать хотя бы мануалы.
Про это я тоже упоминал уже давно в этой теме.
Зря. может быть тогда и меньше встречалось бы ВГШ с зазором 0.03
а я бы рекомендовал, найти Механику ближайшую и отправить туда.
С уважением, Махонин Алексей
Позволю себе прокомментировать твои цитаты моих цитат
В этом случае он не пройдет аттестацию, этим прибором нельзя работать, при чем здесь в этом случае ошибки и погрешности.
По твоему в каждом рем.цехе проводят аттестацию всех приборов? Не, ну здорово конечно, я видимо отстал от жизни, провинция...
Это я сделаю элементарно направо плюс, налево минус. А полуслепой не заметит и в сотку отклонение...
Твои способности наверняка лучше, чем у кого-либо. Однако, стрелка на индикаторе моего нутромера остановились между 5 и 6 делениями от установленного 0. Какой размер показывает прибор: х,05 или х,06?
Не путай погрешность и точность измерения. Это вообще разные вещи.
И не путаю, читай все что написано полностью, а не урывками. Зачем отрицать очевидное -погрешность измерения и точность измерения вещи взаимосвязанные, чем меньше погрешность, тем выше точность. Так и не иначе.
Странное утверждение, тем более что ранее было так:
Тогда уж уточни по сколько будешь плюсовать/минусовать... Относительная погрешность, это совсем не то, про что ты пишешь.
Ты сам себе протворечишь. Когда износ составляет десятки микрон, это и есть сотые значения от миллиметра. Какой практический смысл ловить микроны, если износ идёт на сотки?!
Мы же ведём речь о ремонте двигателя. Просто подбирая пальцы различных по микронам групп к изношенной элипсом на 0,01...0,02 мм втулке никогда не добиться нужного по книге сопряжения, однако визуально будет казаться, что палец сидит во втулке плотно. И в принципе это все работоспособно с зазором в несколько соток. Поэтому, прежде чем браться за ремонт нужно дефектовать детали.
Эти мануалы даже на заводе не всегда соблюдали. Дефектовка новых заводских деталей это подтверждает. И хорошо, когда желания совпадают с возможностями. Однако же стоимость и трудоемкость ремонта стоит не на последнем месте. Я не призываю делать как попало, во всем нужна мера. Если в ВГШ моего мотора прощупываются лишние микроны, это не означает, что я должен во что бы то ни стало привести его в книжное соответствие заводском эталону. Ремонтные формуляры говорят о возможности их дальнейшей эксплуатации, до определённых величин, измеряемых сотыми долями мм. Практика это подтверждает.
Если не проводят аттестацию контрольно измерительных приборов и оборудования, то это не мастерская, это шарашкина контора.
Мои способности, абсолютно такие же как и твои и более того они такие же как и у существа в созвездии альфа-центавра, и заканчиваются они циферблатом измерительного прибора.
В твоем случае изучи ПМГ 96-2009 - особенно обрати внимание на пункт по моему 5.3.
А вообще расточники старой школы работают по системе допусков и посадок, и на мой взгляд это правильно. Валы (поршни) от 50мм размер считается влево до ближайшей цифры. Отверстия (цилиндры) считаются вправо до ближайшей цифры Т.е. в твоем случае если ты измеряешь отверстие то значение для расчетов и выдачи заказчику надо принимать x.06.
В своем случае я пользуюсь микрокаторами, и поле размеров у меня больше, пока вы ищете к какому делению на соточном индикаторе будет указывать стрелка, на моем микрокаторе она остановится около конкретного значения. Дальше я округлю до ближайшего значения и это будет правильное значение.
Нет. Погрешность и точность это абсолютно разные вещи. Смотри:
У тебя есть истинное значение диаметра цилиндра равное 94.1234. Это значение знает только Господь Бог, больше никто.
ты начинаешь измерения и получаешь следующие относительные значения:
1) 94.1233
2) 94.124
3) 94.13
4) 94.1
Какое из них точнее? А погрешность у всех одинаковая цена деления шкалы. Уловил разницу?
Правильное это утверждение, глупо снимать 3 значащих цифры с прибора который вам выдает их две!!! Поэтому я и округлю значение в плюс или минус, до ближайшей значащей цифры.
До ближайшей значащей цифры, это же по моему не требует даже объяснений.
Где я себе противоречу. Измерьте значение 1.000 индикатором с ценой деления 0.01, я на вас посмотрю.
В то время как я работаю с износом кратным в +/-0.002 вы работаете с показаниями +/- 0.01, а потом вы утверждаете что зазор в ВГШ 0.02 или 0.03 это еще походит. Вы неправильно просто снимаете значения, по факту оно другое
Ознакомтесь здесь и вопросы отпадут такие ГОСТ Р 8.736-2011
Какой эллипс Илья? Если вы под эллипс подбираете палец это не ремонт, это лепилово чистой воды. Я эллипс в сотку определяю без нутромера, все уже давно для этих целей калибры юзают. И еще раз повторю, при любом ремонте ЦПГ, я по умолчанию делаю ВГШ, это даже не обсуждается и нечего там измерять и подбирать.
И что, что не соблюдали на заводе? тоже брак гнать надо, меня так не учили.
Во-первых вы не прощупаете эти микроны, вы их можете только измерять.
Во-вторых про дальнейшую эксплуатацию и формуляры
Вот вам наш формуляр
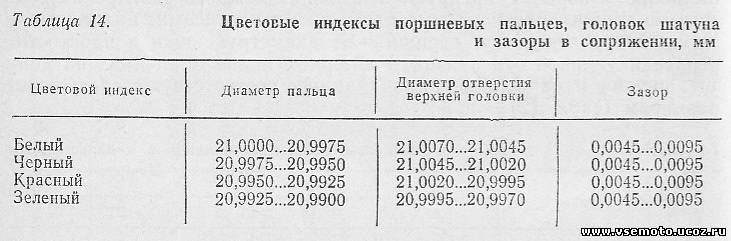
Измеряйте зазор поршневого пальца белой группы (KIA)
Ничего у вас не выйдет, по одному значению вам надо будет втулку еще растачивать на СОТКУ!!!, а по другому ту же втулку под замену. И будете вы что делать? Правильно подбирать гаражным методом плавно входит или выходит смазанный не смазанный, короче заниматься хренью.
ПРАКТИКА Илья бывает разная, для меня мотор это когда я сел с женой на мот и поехал без проблем в Крым и обратно, и так с десяток сезонов. Для кого то сезон в деревне это тоже пробег и после него надо мотор перебирать. У нас разные подходы.
С уважением, Махонин Алексей
Нет. Погрешность и точность это абсолютно разные вещи. Смотри:
У тебя есть истинное значение диаметра цилиндра равное 94.1234. Это значение знает только Господь Бог, больше никто.
ты начинаешь измерения и получаешь следующие относительные значения:
1) 94.1233
2) 94.124
3) 94.13
4) 94.1
Какое из них точнее? А погрешность у всех одинаковая цена деления шкалы. Уловил разницу?
Алексей, я нигде не утверждал что погрешность и точность одно и то же! Найди относительную погрешность для каждого случая и ты узнаешь какое число будет ближе к истине. Ещё раз - относительная погрешность, это есть отношение абсолютной погрешности к фактическому измеряемому значению. Если прибор позволяет определить микроны, то 0,001*100/94,123=0,00106 т.е.относительная погрешность измерения одна тысячная процента. Если прибор определяет сотые, то 0,01*100/94,12=0,0106 т.е.относительная погрешность одна сотая процента. И т.д. Естественно, точнее будет то значение, относительная погрешность которого меньше.
Мне это напоминает мультик, про 38 попугаев. Конечно, любые размеры можно мерить в миллиметрах, но надо ли это если ты строишь стену дома? Можно мерить в микронах, но какой в этом смысл, если их образуются десятки? Не для того ли ввели числовые порядки, отличающиеся друг от друга в 10 раз?
До ближайшей значащей цифры, это же по моему не требует даже объяснений.
Обе цифры значащие. Истинный размер находится в пределах погрешности прибора, между двумя значениями.
В то время как я работаю с износом кратным в +/-0.002 вы работаете с показаниями +/- 0.01, а потом вы утверждаете что зазор в ВГШ 0.02 или 0.03 это еще походит. Вы неправильно просто снимаете значения, по факту оно другое
Ознакомтесь здесь и вопросы отпадут такие ГОСТ Р 8.736-2011
Измеряю и нахожу 1,02. Измеряю следующие и нахожу 1,04, ещё нахожу 1,08, следующее нахожу 1,06... И как человек разумный, делаю вывод если при 1,06 это работает, то вполне ещё может поработать при 1,01...1,03. Тем более в отсутствие возможности наверняка сделать 1,000. Как то так.
Алексей, втулки ВГШ всегда изнашиваются эллипсом, максимальные значения этого износа,которые мне попадались на практике я приводил. Неужели на заводах все так плохо, что не могут соблюсти нормативные значения в этой паре трения и при эксплуатации получаются износ на порядок больший номинала? Вот честное слово, хотел бы посмотреть как ты сотку эллипса калибром ловишь. Тем более, когда у тебя есть микрокатор.
Во-вторых про дальнейшую эксплуатацию и формуляры
Вот вам наш формуляр
Измеряйте зазор поршневого пальца белой группы (KIA)
Ничего у вас не выйдет, по одному значению вам надо будет втулку еще растачивать на СОТКУ!!!, а по другому ту же втулку под замену. И будете вы что делать? Правильно подбирать гаражным методом плавно входит или выходит смазанный не смазанный, короче заниматься хренью.
Во первых, не придирайся к словам, прощупать, промерить-суть одно и тоже, кроме того, тактильные свойства пальцев при некотором навыке позволяют уловить перепады поверхности до двух микрон.
Во вторых, приведённый формуляр на допуск новых деталей, а не эксплуатационные допуски.
Я искренне рад за вас, что у вас получилось. На заре своего мотоциклизма, когда я сам начал пытаться ремонтировать узлы и агрегаты, будучи книжником, но не имея практического опыта, мой дед, Царствие ему небесное, дал мне один совет - не придирайся к механизму, пусть работает, пока работает. К тому моменту его Урал проехал более 80 тыс км. И всегда заводился как часы, к слову, которые дед тоже ремонтировал... Он сам пол жизни проработал на станках, будучи на пенсии создал свою техническую базу, которой я до сих пор имею возможность пользоваться. Я придерживаюсь его совета. Опыта наработал уже достаточно, чтобы заявлять о нем. И не лезу со своими проповедями в чужой монастырь. Но не хочу обнадеживать товарищей оппозитчиков, которые хотят ездить, а не доводить до идеала свой мотоцикл, полагая, что только в этом случае они смогут доехать до Крыма или Рима...
Я закончу этот диалог. Ремонтируйте со своим дедом свои уралы в гараже у себя и проезжайте 80км. Это напоминает не 38 попугаев, а мвртышку и очки. Ну только без обид Илья. Ни на один мой вопрос вы не ответили, а про пальцы это ж просто хит. Надо в цитатник добавить.
С уважением, Махонин Алексей
Не закончишь, ибо нечем крыть... Ты все перевираешь. Ни одного вопроса по теме ты не задал, понаписал всякой чуши про погрешности измерения, вместо ответов по существу, а мои аргументы просто проигнорировал, ставя себя умнее всех. Цитируй что хочешь в своей мастерской. Может когда нибудь до тебя и дойдет. Как говорится, повторение - мать учения!
P.S. Мой дед давно уже почил...
P.P.S. И тебе не хворать.
Вопросы ты так и не задал. И в каждом своем последующем сообщении ты перевираешь свое же предыдующее. В голове у тебя каша по погрешностям и их измерениям, ГОСТЫ, Мануалы для тебя это туалетная бумага. О чем с тобой говорить если ты калибрами пользоваться не умеешь, не умеешь читать тех. литературу(в частности так и не ответил про измерения зазоров), в одном посту ты говоришь о разности точности и погрешности в другом все сваливаешь в кучу. Сиди в своем гараже и ремонтируй уралы таким же колхозникам как и ты сам. Удачи в лепилове. Да кстати если админ разрешит раскрою личку с сообщениями из-за этой темы, много нового о себе узнаешь))), от совершенно незнакомых мне опозитчиков.
С уважением, Махонин Алексей
Лучший способ защиты это нападение!) По моему, у тебя просто истерика. Не говори со мной, лучше успокойся. Пообщайся с оПозитчиками. Здесь вроде как оппозитчики общаются. Не хамят друг другу.
Вы себя со стороны послушайте, как вы размер с тремя значащими цифрами, меряете прибором с двумя значащими цифрами? И кто это делает вывод о том что 1.06 это работает, если у вас по вашему прибору это может быть и 1.05 и 1.07, последняя фраза верх идиотизма!!!
С уважением, Махонин Алексей
Во вторых, приведённый формуляр на допуск новых деталей, а не эксплуатационные допуски.
Где я придираюсь к словам? Я верю цифрам. Прощупать и промерять это НЕ ОДНО И ТО ЖЕ.
С уважением, Махонин Алексей
Во 03020V2, в заказах остался. Толи mahle то ли kneht. Ремки тоже через 0.25 идут.
С уважением, Махонин Алексей
Качественный срачь. Подчеркнул для себя в плане ремонта очень много.
Дааа
и где тут зазор в сотку?)))
С уважением, Махонин Алексей
Где в твоей таблице ведётся речь про допустимый износ?
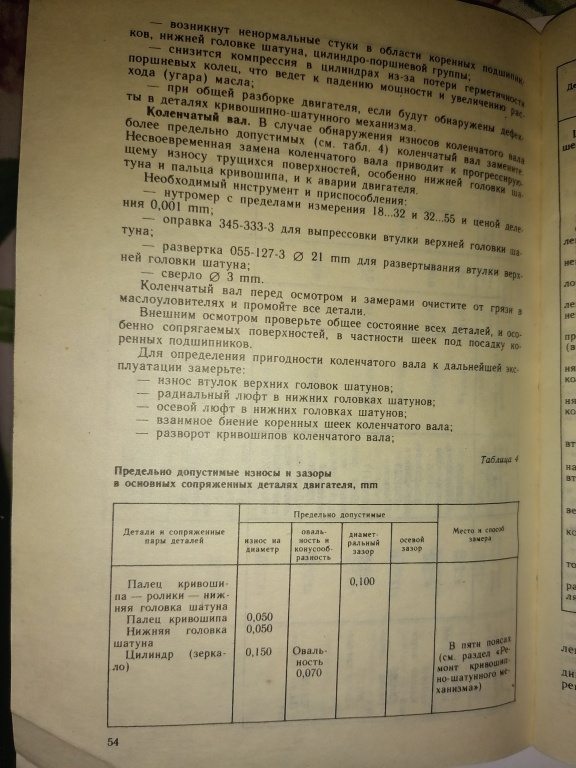
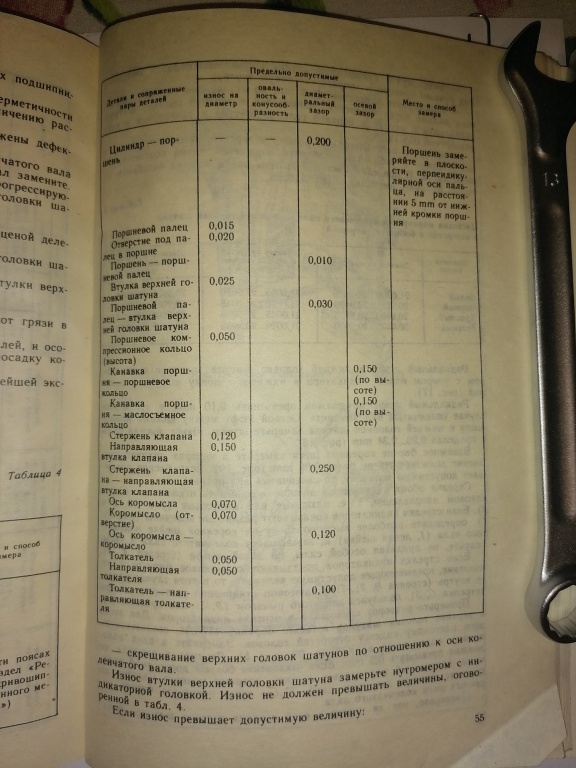
Вот, держи картинку
Особенно обрати внимание на предпоследний абзац на стр. 55. Хотя куда там. Это же колхозники писали для колхозников... Хотя нет, не колхозники. Нутромер нужен с ценой деления 0,001 мм. Такого в колхозе нет. Поэтому все в мастерскую товарища М. - измерять допустимые 0,025 мм с погрешностью 0,001 мм.
В моей таблице предельный износ это третий столбец, второе значение. В теме разговор идет про 750 мотор и палец киа соответствующий скриншот это для 750 мотора с поршневой автотехнология и пальцем киа. Надеюсь дошло?
Теперь возьмем ваш 650 мотор, здесь все тоже самое, я в третий раз или в четвертый задам вам вопрос, КАК ВЫ ПОМЕРЯЕТЕ 0.025 ВАШИМ ИНДИКАТОРОМ. ???
Вы не поверите, но 4 "дурачка" на ВГШ ко мне еще записалось. И запомните уже Я НЕ МЕРЯЮ КРАТНО 0.001, Я МЕРЯЮ КРАТНО 0.002!!!
В предпоследнем абзаце написано абсолютно верно, измерьте нутромером с индикаторной головкой. Просто раньше были наверное люди поумнее и знали какую головку брать 0.01 или 0.002
С уважением, Махонин Алексей
В твоей таблице третий столбец это номинальный зазор на новые детали. Однако же приведённые там десятитысячные (!) доли миллиметра ты своим нутромером, с кратностью 2 тысячные доли не измеришь.
Мне то все понятно, и какие допуски размеров на посадку плавающего пальца тоже известно. Хоть от чего они будут, 650,750 или киа. Но ты бы читал внимательней, может и у тебя вопросов было бы меньше, что речь в моих сообщениях велась об эксплуатационных допусках размеров. Или для тебя в этих понятиях нет разницы? Тогда советую разобрать свой Урал после каждой поездки в Крым и сделать замеры ВГШ, кратные 0,002 мм. Всего у нас должно получиться десаток значений, после каждого сезона. Ведь так? Сие исследование было бы весьма любопытным.)
Хорошо. Предположим у вас зазор на диаметре 0.020. Вы его меряете, что вам покажет ваш нутромер соточный?
С уважением, Махонин Алексей
Мой нутромер зазор не мерит, могу замерить только сам диаметр отверстия. Если он будет увеличен на 0,02 или 0,020, что суть одно и тоже, такое отклонение и покажет 0,02 мм.
Нет!!!! Покажет он вам от 0.01 до 0.03.... в том числе может показать и 0.02. Уяснили момент?
С уважением, Махонин Алексей
Естественно, я предполагаю что истинный размер может находится в поле 0,02+/—0,01 мм. С этим ничего не поделать. Относительная погрешность измерения составит 0,0476%. Если индикатор будет показывать отклонение 0,01 мм, я буду полагать, что истинный размер от 0,00 до 0,02 мм. Однако, имея вариацию показаний индикатора 2-3 мкм, и возможность промерить "эталонное" отверстие в новом поршне, например АТ с полем допуска 2 мкм, могу утверждать, что значение 0,00 находится в поле от - 0,005 до +0,005 мм. Точность сравнения по образцу, в моем случае, выше точности просто проведённых замеров. Если бы не так, я бы видел в одних и тех же поршнях разные до 0,02 мм размеры. Но такого не происходит.
Ага. Уже естественно. Переобуваемся на каждом комменте? Продолжим. Напомню для тех у кого с памятью проблемы мы говорим про ВГШ, а не про бобышки))).
Итак, согластно ваших же измерений, на размере 0.02, вы не можете однозначно сказать необходим ремонт или нет. Правильно? Судя по твоему посту правилтно))).
С относительной паогрешностью вы опять пролетели. Для вашего размера она составит 50 проц от абсолютного значения. А в моем 10%
И я в десятый раз вам повторяю кореляции в 2-3 микрона на вашем приборе нет. У ВАС ШКАЛА 0.01!!!! ДОШЛО НАДЕЮСЯ?
С уважением, Махонин Алексей