Коленвал: ремонт
В ПРОДАЖЕ НЕТ? И НЕ НАДО
капремонт коленвала оппозита (мото 12/2K стр 72)
Из всех еще как-то передвигающихся мотораритетов особым и всеобщим уважением пользуются нижнеклапанные оппозиты М-72 и К-750. И все благодаря их исключительной надежности, не превзойденной даже самыми современными моделями из Ирбита и Киева. Однако в последнее время у их владельцев появились трудности с покупкой запасных частей, а именно коленвала. Его просто нет в продаже.
Могу предложить выход. Мне удалось разработать и проверить на многих мотоциклах оригинальную технологию восстановления коленвалов. С ее помощью можно отремонтировать коленвал в любом состоянии, но только не провернувшийся - то есть с ослабленной прессовой посадкой.
Сперва вал придется полностью разобрать на гидравлическом 50-тонном прессе со специальными захватами для щек, отфрезерованными из толстой стальной плиты. Распрессовать вал не просто - за долгие годы бурной «совместной жизни»
детали вала буквально срастаются. Если увеличить усилие пресса до 100-150 тонн, то это может привести к деформации деталей вала - у вас возникнут непреодолимые сложности при центровке отремонтированного узла. Одиозный инструмент (уж не смейтесь) - хорошая кувалда, а также зоркий глаз помогут при разборке. Удары следует наносить снизу по упорам
(рис. 1) (листам рессор от грузовика), на которые опирается коленвал. Будьте очень осторожны: когда пальцы выпрессовываются из щек, вал может «стрельнуть». Его части далеко не улетят, но вот руки - они близки к источнику опасности - берегите в первую очередь.
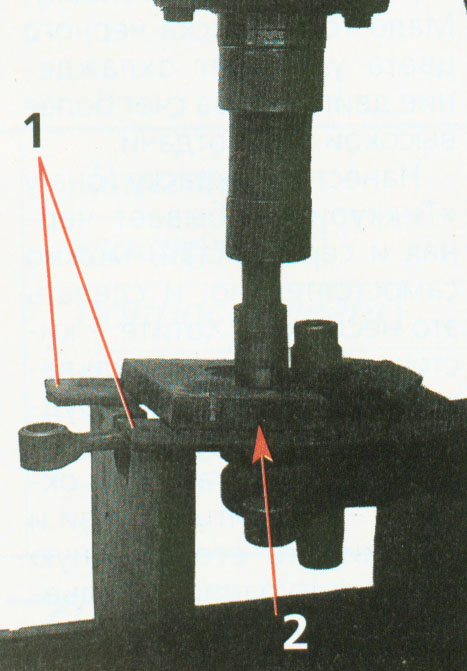
Рис.1. При разборке коленчатого вала;
1 - упоры (в данном случае рессоры);
2 - точка удара кувалдой с одной стороны вала.Такая же точка с противоположной.
Затем шатуны и шатунные шейки уложите в сильно разогретую муфельную печь (около 800°С), но сразу же печь отключите. Через двадцать часов, когда печь полностью остынет, вы получите отожженные детали со снятым напряжением. При этом фиксация втулок верхней головки шатуна ослабнет, и старые бронзовые втулки просто выпадут из шатуна. Затем в патрон станка зажимают нижнюю часть шатуна (очень нежно - дабы избежать деформации от
кулачков патрона). Шатун растачивают под запрессовку наружной обоймы от роликового подшипника 2505 со стальным сепаратором. Подобные подшипники устанавливаются на коленвалы мотоциклов семейства «Иж-Планета». Натяг для запрессовки выбирается
небольшой - 0,02-0,05 мм.
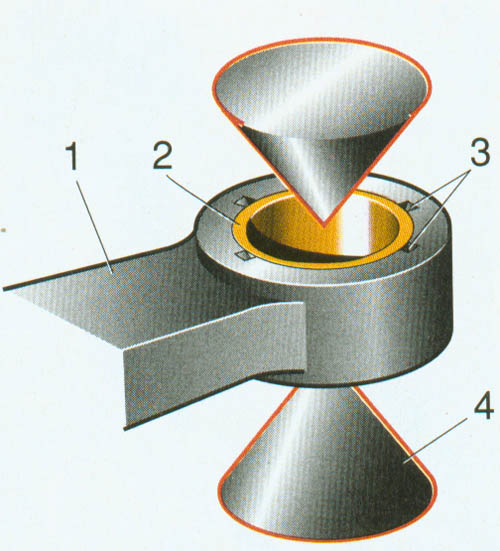
Рис.2. Установка бронзовой втулки;
1 - верхняя головка шатуна;
2 - бронзовая втулка;
3 - пропиленные пазы для фиксации втулки;
4 - конусы для развальцовки.
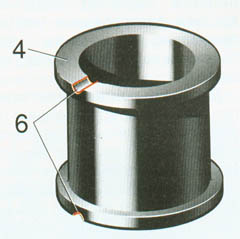
Рис.3. Модернизированная шатунная шейка:
1 - шейка;
2 - каналы для смазки;
3 - зона протачивания;
4 - обойма подшипника;
5 - запорная втулка;
6 - пазы для смазки;
7 — сварной шов.
Имеет смысл запрессовывать сразу и втулку верхней головки шатуна. Ее можно купить в магазине, но затем - доработать.
Сперва бронзовую втулку зажимают в цанговом патроне токарного станка, протачивают по внутреннему диаметру (оставьте припуск 0,2-0,3 мм, а то и меньше - для обработки ручной слесарной разверткой). Только после такой подготовки можно добиться ожидаемой перпендикулярности оси поршневого пальца к оси шатуна.
Перед запрессовкой необходимо сделать на одном из торцов втулки заходную фаску. С обеих сторон верхней головки шатуна, чтобы втулка не провернулась при работе двигателя, ножовочным полотном пропилите несколько пазов. Теперь прессуйте саму втулку. Остается развальцевать ее края двумя конусами, зажатыми в тисках, обработать разверткой и
просверлить отверстие для смазки поршневого пальца (рис. 2).
Качество - исключительное! Кстати, эта технология без изменений приемлема и для ремонта верхних головок «Ижей» с подшипниками скольжения.
После того, как мы запрессовали новую втулку нижней головки шатуна, ее края будут выступать за пределы ширины самого шатуна. Излишек легко убрать на токарном станке подрезным твердосплавным резцом. Все - шатун готов!
Шатунная шейка коленвала модернизируется следующим образом. Стороной без отверстия внутри она зажимается в патроне токарного станка и протачивается под посадку внутренней обоймы все того же «планетовского» подшипника 2505. Протачивается так, чтобы обойма оказалась точно по центру длины пальца (рис. 3). Натяг достаточно сделать 0,01 мм. Дорабатывается и сама обойма: на ее торцевых поверхностях надфилем следует пропилить по канавке с каждой стороны - по ним пойдет смазка к роликам из полости шатунной шейки. Как правило, расстояние между отверстиями для смазки в шейке соответствует ширине обоймы 2505, и в этом случае достаточно пропилов. Если же получается нестыковка каналов и пропилов, отверстия в пальце и торцевые канавки связывают дополнительными канавками на внутренней окружности обоймы. Все это делается до запрессовки.
Затем вытачивают две запорные втулки с натягом около 0,05 мм и «нагорячую» запрессовывают на шейке вслед за обоймой подшипника. Для надежности фиксации и обеспечения общей жесткости отремонтированного коленвала торцевую линию сопряжения шейки с запорной втулкой проваривают на обратном токе электросваркой. Чтобы получить надежное сварочное соединение, запорные втулки изготовляют из низколегированных малоуглеродистых сортов стали. Далее наружную поверхность обоймы подшипника и запорной втулки обрабатывают шлифовкой до «родного» диаметра шейки.
Что остается? Установить ролики, сепаратор и в обратной последовательности собрать коленчатый вал на прессе. Но не спешите: делать это можно лишь после того, как восстановите зазор в роликоподшипнике - ведь после запрессовки в шатун наружная обойма уменьшилась в диаметре, а внутренняя, оказавшись на шатунной шейке,«распухла». Если пренебречь этим замечанием и попытаться собрать подшипник, вместо зазора запросто может получиться натяг! Вал «сгорит» в первые же часы работы. Есть два выхода этого не допустить. Первый: эльборовым резцом расточите обойму в шатуне.
Второй: вместо новых в сепаратор заложить ролики от старого «планетовского» подшипника. Кстати, чтобы избежать задиров при прессовке вала, можно применить щелочь (электролит для щелочных АКБ, каустическую соду) вместо масла для сопрягаемых деталей.
При сборке каналы для смазки роликов нижней головки шатуна должны «смотреть» в сторону, обращенную от оси вращения вала. В противном случае эффект центробежной смазки ухудшится или его вообще не будет.
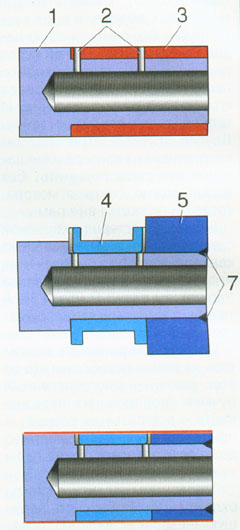
Не менее ответственная операция - центровка вала. Ее проводят в двух мощных центрах на основании пресса (в моем случае) или просто ударами медного молотка, но обязательно с тщательным контролем за биением индикаторами часового типа (рис. 4). Достаточно отцентровать вал до биения хотя бы в несколько десятых миллиметра.
Ресурс восстановленного таким образом вала в несколько раз выше, чем у нового. Сказывается применение для поверхностей качения нижней головки шатуна подшипниковой стали, а не обычной конструкционной, улучшенной цементацией.
Подобная технология применима к любым «убитым» коленвалам от иномарок. Особенно она актуальна для антикварщиков - им редко встречаются валы, которыми были бы довольны. Подшипников в стране много. Хочешь - шариковые, хочешь - роликовые... Комбинируя с их обоймами, можно «поймать» практически любой размер и диаметр.
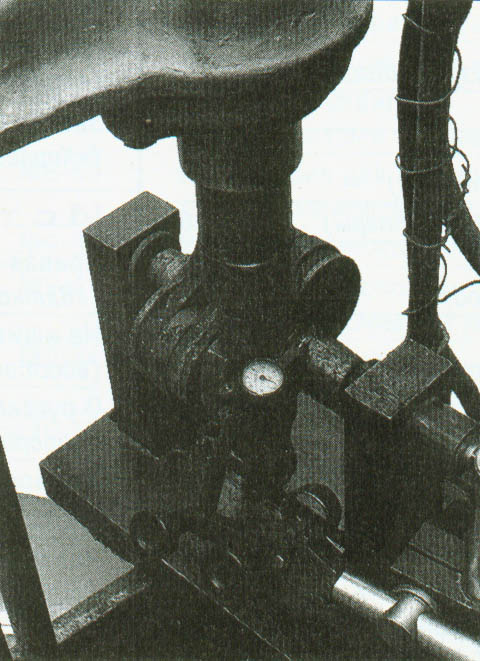
Рис. 4. Центровка вала при помощи гидравлического пресса (заменяет медные молотки) в мощных центрах.
текст, фото: Андрей Лященко, рисунки: Олег Воеводов
Захочешь нормально ездить найдешь и токаря и фрезеровщика и оборудование.
Хм... где-то у меня в гараже валялся 50-ти тонный пресс, а в сарае доменная... тьфу, муфельная печь.
Надо будет колено обновить...
Статья бред полный! Ну у кого скажите мне есть в гараже такое оборудование?
Статья полезна только тем у кого есть корочки токаря, фрезеровщика и т.д., а так же доступ к станкам, прессам, и т.д.
Всем здрасьте, статья не бред а еще один из выходов по ремонту кв, автор ненавязывает её .а просто делиться еще одним из многих методов ремонта, а у кого нет " в бардачке" пресса на 50 тонн и корочек токаря-фрезеровщика, так вам пожалуста , в магазин или на базар, за кв, но потом не скулить;вот фуфло подсунули или китайская подделка; извините но мы это себе сами сделали ( ведь на заводе работам мы, в подвале контрафакт делаем тоже мы) вот и выбирайте ; а то "статья полный бред", как язык то повернулся такое сказать.
а если коленвал есть переберите мне его и желательно оказать помощь поршневой группе: масло ест ведрами( любые деньги отдам
я с собой вожу 50 тонный пресс, в бардачке.
А я КВ на завод принес и тихо сам себе радуюсь) Получу практически новый заводской вал).
Автору огромное спасибо за труды. Сделаю все по статье.
Есть небольшой вопрос. Не увидел в статье балансировки вала. Немаловажная вещь на мой взгляд.
Кто представляет себе как выполнить балансировку КВ до прессовки с шатунами?
Всё офигенно, всё обалденно и т.д. и т.п. У меня в гараже есть тиски, кувалда, болгарка, дрель, сварочник, печь "Лысьва", два ведра болтов-гаек и куча хлама. Коленвал я может ещё кувалдой и расшибу на несколько частей (тут уж как получится). На этом реставрация и закончится. В общем посоветуйте, пожалуйста, кто ВСЁ ВОТ ЭТО ВОТ вышеописанное сможет сделать и сколько это будет стоить. Дайте, пожалуйста, ссыль. Желательно с отзывами заказчиков. Поиск смотрел ничего не нашёл.
..."Стороной без отверстия внутри она зажимается в патроне токарного станка и протачивается под посадку внутренней обоймы все того же «планетовского» подшипника 2505"...
- Вот так просто зажали и проточили с нулевым биением??? Биение должно быть именно ноль тысячных,иначе непроточенную часть пальца ослабит последующая шлифовка.
Далее гон продолжается :
..."наружную поверхность обоймы подшипника и запорной втулки обрабатывают шлифовкой до «родного» диаметра шейки." ...
- Вот на этом месте реставрация и заканчиваеся. Надо где-то искать безцентровый шлифовальный станок.
Хочу узнать у автора как он шлифовал палец в условиях мастерской.
На самом деле пальцы делают новые, или находят ремонтные.