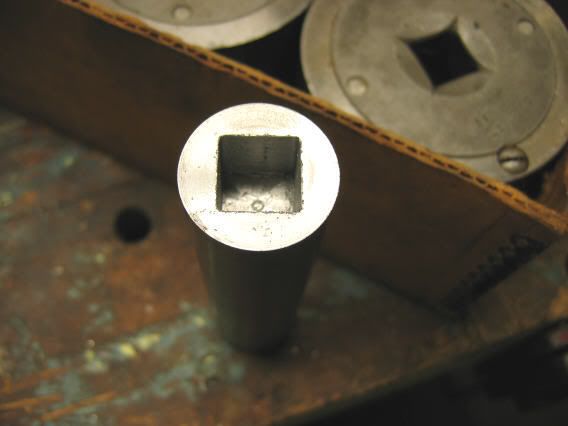
сверление квадратных отверстий

на сайте:
авг-05
нахождение:
15 [RUS]
|
|
|
28-10-09 2:37
|
|
|
на сайте:
авг-05
нахождение:
15 [RUS]
|
|
|
28-10-09 2:37
|
|

Видел такую штуку в инете, не помню, правда, где. Там реально сверло треугольное, и еще с эксцентриситетом.

Там оно по-моему не только с эксцентриситетом должно быть, но и крутиться.
Я думал, что смысл долбёжного станка как раз в том, чтобы делать несквозные отверстия...

Вот вам статейка, там же ссылка на мультик
http://www.etudes.ru/ru/mov/mov017/
ssh, ну да. И китайские велосипеды, и дрели для квадратных отверстий - все он! :-)

Баян. На фишках всплывало.
Сверло треугольное вращается эксцентриком относительно детали. В принципе любой свежий станок с ЧПУ на такое способен.
Минус таких отверстий в том, что углы ну ни разу не прямые, а закругленные. Потому для того, что бы туда впихнуть, что-то квадратное придется делать выборки на углах :(

Кстати, теоретически можно сверлить аналогичным образом отверстия в форме равностороннего треугольника. Только сверло в сечении должно быть плоскостью.
ssh, Идея не лишина смысла. Вот только как быть с режущей кромкой инструмента и с его жесткостью ? Его же поломает в первый же проход :( Опять же точность никакая будет ввиду быстрого износа сверла ...

мужики а какое должно быть сверло чтоб сразу же целиком картер высверливал из целого куска аллюминия??
на каждое хитрое отверстие найдется свое сверло с нужной режущей кромкой :D
Бандерас, Шутник да ? Картер двигателя не выпиливают, а отливают в песчаную форму.
Echo: поэтому я и написал, что ТЕОРЕТИЧЕСКИ ;)
На практике дешевле будет электроэрозионка
Как-то в журнале "Радио" за двадцать-лохматый год читал о способе сверления фигурных отверстий в листовой стали:Из обычной серы изготавливается пруток с требуемым сечением (хоть даже звёздочка!) методом литья расплавленой серы в глиняную форму.Стальная деталь разогревается докрасна и к требуемому месту прикладывается пруток с несильным нажимом-и вуаля!По утверждению аффтара способа,точность-при достаточном навыке-выдерживается в пределах 0.05-0.1мм.
Как-то в журнале "Радио" за двадцать-лохматый год читал о способе сверления фигурных отверстий в листовой стали:Из обычной серы изготавливается пруток с требуемым сечением (хоть даже звёздочка!) методом литья расплавленой серы в глиняную форму.Стальная деталь разогревается докрасна и к требуемому месту прикладывается пруток с несильным нажимом-и вуаля!По утверждению аффтара способа,точность-при достаточном навыке-выдерживается в пределах 0.05-0.1мм.

На мой взгляд отверстие зделано на токарном станке, сначала сверлится диаметром вписаной окружности квадрата(треугольника, шестигранника) потом в заднюю бапку зажимается прошивка и продавливается. Мои токаря так делают болты с внутренним шестигранником, восновном нестандартные. Подобным способом, правдв нв пресе, делал квадрат 28, шестигранник 55
Извиняюсь ошибочка. Изготовлено методом гарячей штамповки с последующей мех обработкой. Приведённый мной способ выше рационален в штучном, не серийном производстве
stay, Ты по линкам ходил ? Сходи там диаграмка есть как делается квадратное отверстие
Echo, по линкам неходил, просто поделился информацией как эту деталь делалбы я. У меня с мех обработкой проблем нету

RUmata, не открывается страница. Признавайся, сверло треугольное?
либо деталь,либо сверло должны быть со свободным(качающимся) креплением.
Это-ж как дрелью порою сверлишь отверстие в особливо тонких деталях,а отверстие ТРЕУГОЛЬНОЕ...
Либо деталь колбасит,либо дрель не удержать.
Тема интересная!
Кто переведёт на русский? :-)
Я думаю, на фрезерном станке такое можно провернуть, это не сложно, главное, пива фрезеровщегу кинуть побольше :)
На фрезерном станке не знаю, не делал... Когда работал на заводе, был у нас такой долбежный станочек, как долотом шпоночные пазы в шкивах делал, вот им попробовать можно, если отверстие сквозное.
электроэррозионка наше все...
[quote:fec9ddd151="poner11"]электроэррозионка наше все...